来源:中科煜宸 作者:中科煜宸 时间:2023-08-09 11:45:14 已阅:0次
相较于传统切割和超快激光等技术,水导激光技术具有μm级热影响区、微小的锥度、切割面平整、精度高、深径比高等优势,在金属弱刚性零部件、高精密零部件以及大深径比微孔加工等领域拥有巨大的市场应用空间,助力高端精密零部件的生产制造。

弱刚性材料边缘切割加工
该零件为电镀成型金属材料,横截面呈V字形,壁厚1mm左右。


*红色虚线以外的边缘需要进行精密切割
利用水导激光加工技术对其进行边缘切割并进行结果观察:
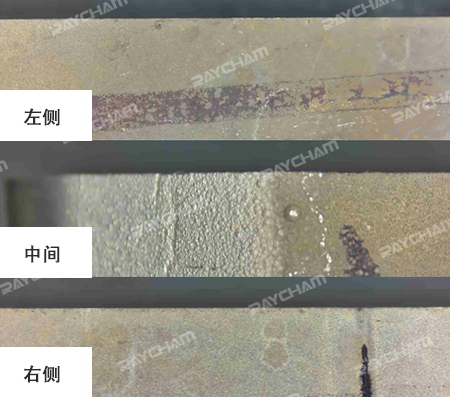
*切割边缘形貌
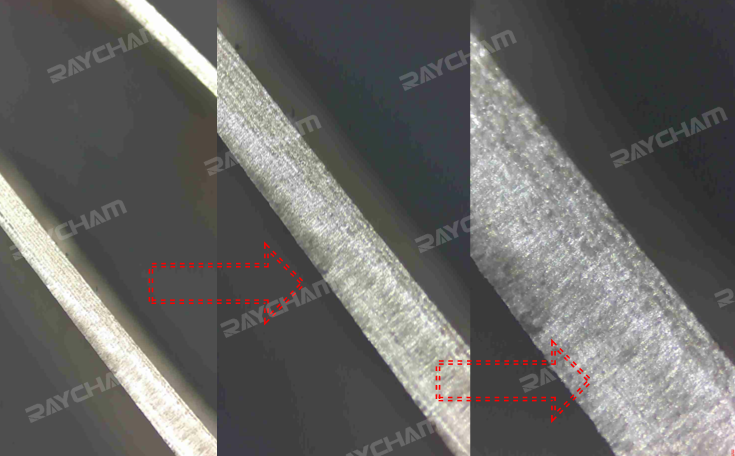
*切割截面放大
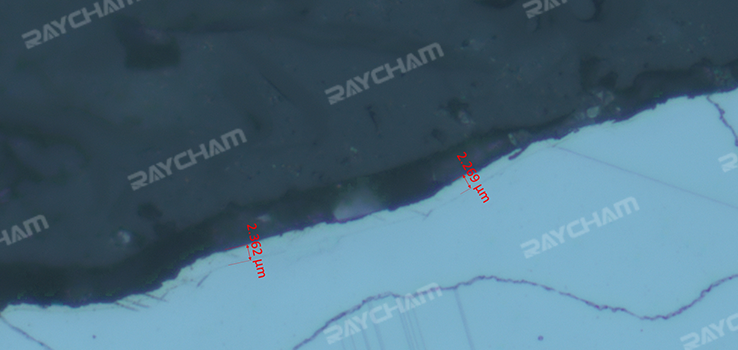
*切割面重熔层厚度测量
被加工零件边缘整齐,切割表面光滑无振纹,重熔层厚度在2㎛以下。实践证明,水导激光非常适合弱刚性零件的精密切割加工。
高精密零部件轮廓切割加工
该零件为铍铜合金材质,材料厚度6.35mm,需要精确加工两个对称的圆弧,圆弧最小处的厚度要求在0.03mm以内。
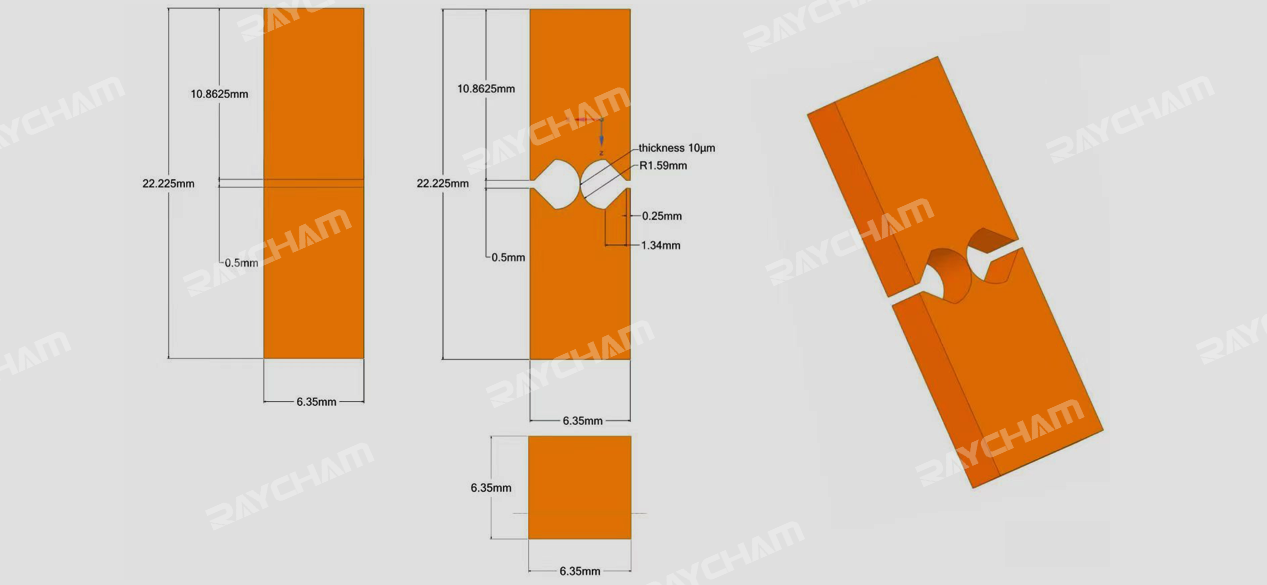
*零件三维模型

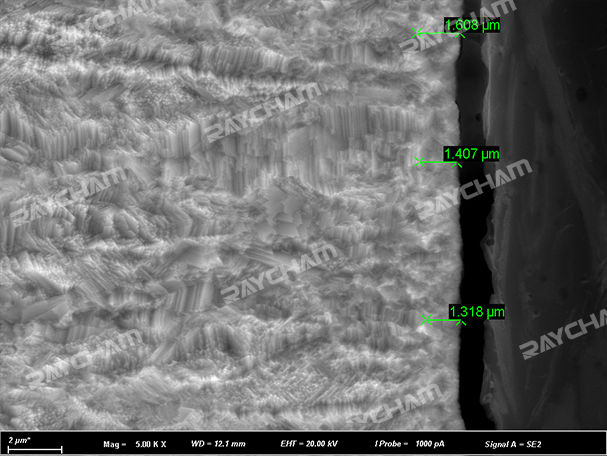
*孔壁形貌
水导激光可以精确的控制激光在水束中的能量分布,在有效的长度范围内保证水束的高稳定性。同时,对加工区域进行充分冷却。配合高精度的数控机床,水导激光可以实现㎛级别的高精度尺寸控制。

*正面圆弧连接处最小值0.03mm

*反面圆弧连接处最小值0.03mm
被加工零件对称圆弧边缘整齐,连接完整,未产生侧壁穿透破壁现象。实践证明,水导激光具有精确的尺寸控制能力,可以完全满足高精度产品的尺寸加工要求。
金属材料微孔加工
众所周知,在金属加工领域Φ1以下微孔精密加工一直是传统制造业中普遍存在的技术难点,尤其是深径比超过10的高精度微孔。采用水导激光打孔加工并进行观察:

*3mm不锈钢板Φ0.3微孔加工形貌


*2mm单晶高温合金Φ0.4微孔60°倾斜角度下加工形貌
*孔壁重熔层厚度测量
微孔边缘整齐,孔口形貌规则,孔壁锥度可以控制在0.2°以下且孔壁重熔层厚度可以控制在3㎛以下。实践证明,水导激光在金属微孔加工领域具有绝对的技术优势。
基于其独特优势,水导激光技术可应用于新能源、智能电网、航空航天和电子制造等前沿领域中的半导体材料、陶瓷、金刚石、热障涂层、硬质合金和复合材料的高精度切割和钻孔加工,并具有巨大的规模化应用前景。