来源:3DSCIENCEVALLEY 作者:3DSCIENCEVALLEY 时间:2024-07-16 16:38:15 已阅:0次
当下,消费者最为关切的乃是如何购置具备强劲续航能力且价格合理的电动汽车。轻量化结构是延长续航里程、降低成本颇为有效的办法之一,针对新能源汽车电池支架运用3D打印技术实施轻量化设计优化,其重要性不言而喻。
根据公安部交通管理局的统计数据,截至 2023 年底,全国新能源汽车保有量达到 2041 万辆,占汽车总量的 6.07%。仅在 2023 年,就有743 万辆新能源汽车登记注册,同比显著增长 38.76%。

电池支架作为承载并保护动力电池的主要构件,具备电池系统支撑、散热、防撞、防底部接触等重要功能。它在新能源汽车中属于最为重要的大型部件,在电池组系统里占据关键地位。目前,企业所使用的铝合金电池支架,存在重量大、成本高的严峻问题。再者,这些电池支架需承受重载。然而,铝合金的疲劳性能仅为钢的一半,其弹性模量仅为钢的三分之一,所以在设计层面存在很大的优化空间。
 ▲3D Systems先进的生成式设计和拓扑优化软件,工程师可以设计具有有机几何形状的支架、连接器和其他部件。
▲3D Systems先进的生成式设计和拓扑优化软件,工程师可以设计具有有机几何形状的支架、连接器和其他部件。
伴随电池组能量密度的市场需求逐步提升,尤其是在新能源纯电动汽车的情境下,车辆总质量降低 10%,电力消耗就会降低 5.5%,续航里程则增加 5.5%,因此我们对于电池组支架开展更多轻量化设计优化的需求愈发迫切。
3D打印技术涉及到运用专门的软件对三维模型实施切片分层,生成横截面数据,而后将其输入快速成型设备。这项技术采用逐层制造的方法来制造实体部件。鉴于这种增材制造手段,3D打印能够高效地生产近乎任何几何形状的部件。其优势涵盖能够处置单件或小批量生产、适应复杂的几何构造,并实现密集的部件组织。凭借3D打印技术的上述优势,其在新能源电动汽车电池组支架开发中的应用,对于加快开发周期以及降低相关成本具备极大的潜力。
周口师范学院机械与电气工程学院的张国庆博士在Scientific reports期刊发表了《Optimization design of battery bracket for new energy vehicles based on 3D printing technology》,在3D打印技术助力下,探究了新能源电动汽车电池组系统的性能强化潜能。
 ▲论文链接:
▲论文链接:
www.nature.com/articles/s41598-024-64393-x
![]() 材料和方法
材料和方法
l 设计方法
电池组支架的轻量化策略主要包含轻质材料的应用以及轻量化结构设计的施行,电池组支架的轻质材料应用涵盖铝合金、高强度钢以及复合材料的采用。在众多选择里,鉴于铝合金材料的轻质特质,其成为主流之选。针对于轻量化结构设计,例如碰撞减震、散热、防水、防尘以及绝缘等方面的要素务必予以考量,尤其是在下支架设计方面。就国内纯电动汽车而言,轻量化设计通常涉及降低支架底部的厚度,同时在支架下方融入轻质孔洞来达到预期效果,拓扑优化设计正是基于上述原则。
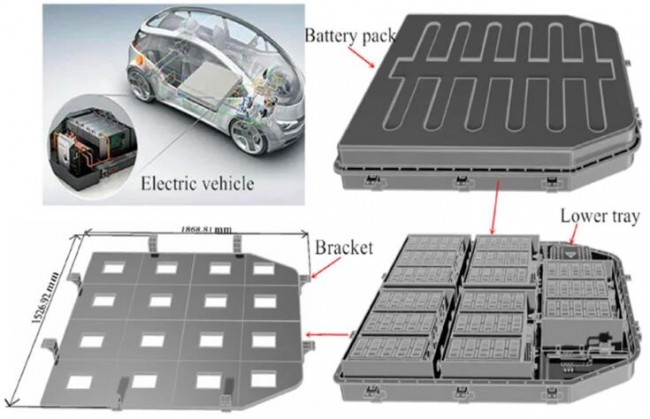 ▲某种电动汽车的电池组系统
▲某种电动汽车的电池组系统
l 制造和分析方法
由于此设计旨在开发高性能的轻量化电池支架产品,因此在产品开发阶段属于小批量零件生产的范畴。传统的制造方法,如机械加工、铸造和焊接会极大提高成本,主要依靠3D打印来制造这类复杂零件。为此,使用了联泰科技的Lite600工业高精度3D打印机。
3D打印的支架、外壳和轻量化电池支架需要先表面处理,进行支撑去除,接着用砂纸进行粗抛光,最后用抛光布进行抛光。表面处理过程完成后,将完成的电池组系统组件进行组装以验证配合度。
l 电动汽车下电池托架的强度分析
为便于分析,将设计的下支架模型按比例缩小 0.2 倍。采用 Inspire 软件对下支架进行强度分析。具体的模拟参数如下:导入零件后,单位设置为毫米、千克、牛顿和秒,分析材料为铝合金Al 6061。由于电池支架上的力主要来源于电池,并且此模型中电池的重量约为 100 千克,因此确保电池安装的可靠性十分重要。
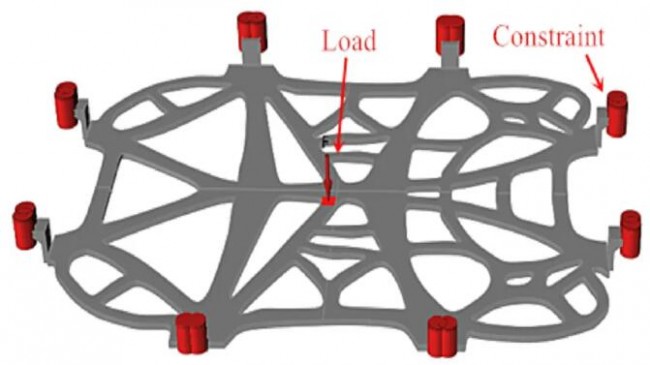
因此需要系统且全面地研究电池支架在诸如颠簸道路和急转弯等典型工作条件下的受力情况和变形情况。为了模拟电池支架在颠簸道路条件下的承载能力,在支架底面(Z 轴方向)垂直施加5倍电池重力的表面载荷。考虑到模型按比例缩小,该载荷约为 980 牛顿。固定孔被约束,并选择“更准确”的计算速度/精度进行单载荷分析,同时将分析单元尺寸设置为 5 毫米。
 ▲电动汽车电池托盘的装载和固定位置
▲电动汽车电池托盘的装载和固定位置
基于前期所述的分析参数设定,将下电池托盘支架的初始模型导入 Altair Inspire 软件开展初始强度分析。经观察可知,下托盘支架的最大位移为1.62 毫米,依据位移分布规律,最大位移出现在电池支架的中心部位。最大米塞斯等效应力为 182.90MPa,体现出存在一些不均匀的应力分布状况,最高应力主要集中在电池支架向上折叠的凸耳部分。此外,最小安全系数大于 1.3,测定的质量值为 0.685 千克,弹性模量为 1.11 MPa,以上各项均满足设计强度标准。鉴于安全系数与弹性模量,在质量减轻方面依旧存在显著潜力。
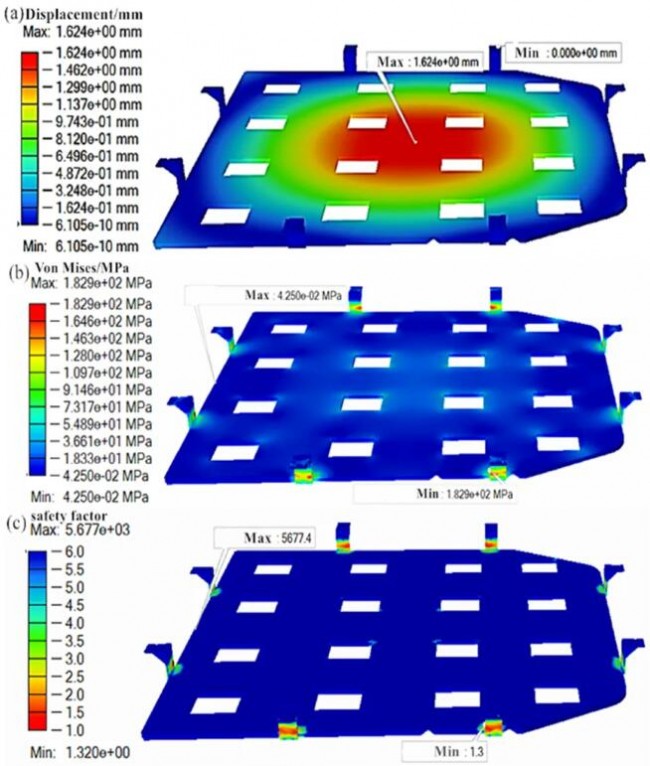 ▲电池载体的受力分析结果:(a)位移云图;(b)应力云图;(c)安全系数。
▲电池载体的受力分析结果:(a)位移云图;(b)应力云图;(c)安全系数。
l 下电池托架的拓扑优化设计分析
为拓展新能源汽车电池托盘下支架的设计潜力,于开展拓扑优化设计之前,预先对电池托盘下支架的轻质孔进行填充可谓至关重要。在拓扑优化改良前后,为下托盘支架设定相同的力分析参数。在 Altair Inspire 软件里,将电池托盘除固定孔以外的部分指定为设计空间,于图4 中以红色凸显,其余部分视作非设计空间,于(a)中以灰色展现。为达成最优的拓扑优化成果,对电池托盘部分实施了形状控制。鉴于该模型的形状特性,设置了对称 + 单向拉出约束。优化目标确立为最大化刚度,质量指标为 30% ,优化的厚度限制为5毫米。
 ▲拓扑优化参数设置:(a)填充模型;(b)负载和约束设置。
▲拓扑优化参数设置:(a)填充模型;(b)负载和约束设置。
铝合金电池下托盘支架的拓扑优化结果于如下图呈现,从中可观察到托盘在拓扑优化后展现出树枝状结构,诸多区域依旧未相连。即便通过调整平滑结果滑块尝试对这些缺陷予以优化,却发现毫无成效,以致难以执行 PolyNURBS 拟合。再者,鉴于模型本身所固有的复杂性,手动重建亦不可行。正因如此,怎样在保证新能源电动汽车电池组托盘的可加工性之时,切实化解与拓扑优化后模型重建相关的挑战,依然是当前新能源电动汽车电池组托盘轻量化设计的一个阻碍。
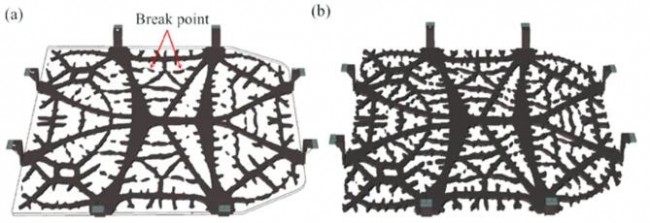 ▲电池托盘拓扑优化结果:(a)调整前;(b)调整后
▲电池托盘拓扑优化结果:(a)调整前;(b)调整后
l 拓扑优化部件的重建解决方案
基于对拓扑优化后的电池托盘支架结构的进一步分析,托盘支架呈现为树枝状形态,枝干相互交织。传统的逆向重建方法被证明无法取得理想的重建效果。在此研究基础上,相应地提出了一种基于图像的逆向重建方法。该方法包括将拓扑优化后的模型导出为图像,并在其他 3D 软件中运用切割技术去除枝干,保留主干。这种方法以实现拓扑优化模型的可加工性,并在必要时允许重新设计。
为验证该方法的有效性及可行性,将导出的图像和模型同时导入 3D 建模软件 Rhino 6 中进行划线和切割。随后通过布尔运算进行切割,由此可以了解到重建的电池支架结构清晰。支架的下部能够通过冲压制造,而凸耳可以通过铣削或冲压生产。可以使用焊接将支架和凸耳连接起来,以符合企业要求并实现大规模生产。
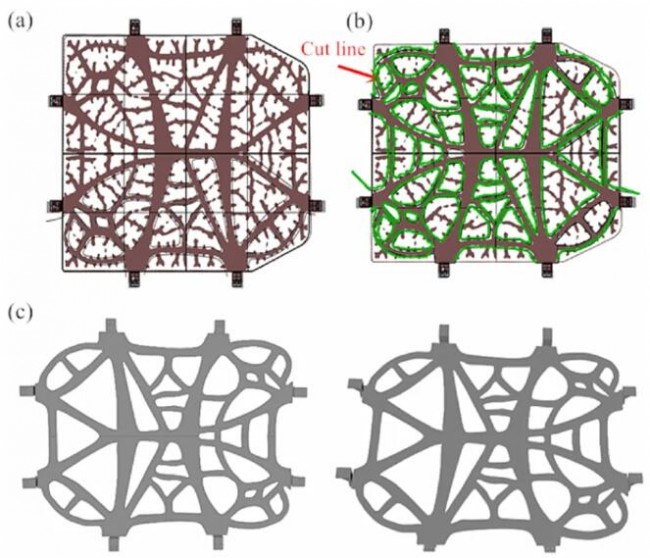 ▲拓扑优化模型的重构:(a)图像和模型的导入;(b)切割线的划分;(c)重构效果。
▲拓扑优化模型的重构:(a)图像和模型的导入;(b)切割线的划分;(c)重构效果。
l 拓扑优化模型的 RecStrength 校准
为便于分析,电池托盘支架的重建模型以 0.2 倍比例缩小。运用 Inspire 软件对电池托盘支架进行强度分析的拓扑优化。具体的模拟参数包括:在导入部件后将单位设定为毫米、千克、牛、秒,并选取铝合金 Al 6061 作为分析材料。作用于电池托盘支架的力主要源自电池,于模型中预估其重量为100 千克。为确保电池安装的可靠性,有必要深入探究电池托盘支架在典型工况(如颠簸道路和急转弯)下的受力和变形情形。
为模拟电池托盘支架在颠簸道路条件下的承载状况,在托盘底面(Z 轴方向)垂直施加相当于电池重力 5 倍的面载荷。鉴于模型的缩放系数为 0.2,该载荷约为 980 牛。载荷于固定孔处受到约束,将计算速度/精度设置为“更准确”,并选择工作条件为单载荷条件分析。
 ▲电动汽车电池拓扑优化托盘的负载和约束位置
▲电动汽车电池拓扑优化托盘的负载和约束位置
此外,最大米塞斯等效力矩的测量值达 240.7 MPa,相比未开展拓扑优化之时有所提升。不过,底部的分布更为均匀。将最小安全系数设定为 1,符合设计要求。历经拓扑优化后,支架的质量记为 0.348 kg,显著低于未优化前的 0.656 kg,降幅达 50.8%。需要留意的是,在缩放前,支架的初始质量为 85.63 kg,优化后减少了 50.8%,这表明支架的质量减轻了 42.07 kg。模量的测量值为 0.75 MPa,相较于未优化前下降了 67.6%。电池托盘底部的拓扑优化设计意在保证强度与安全性能的基础上降低整体质量,同时保证制造成本处于合理范畴,进而在安全和经济考量之间达成平衡。
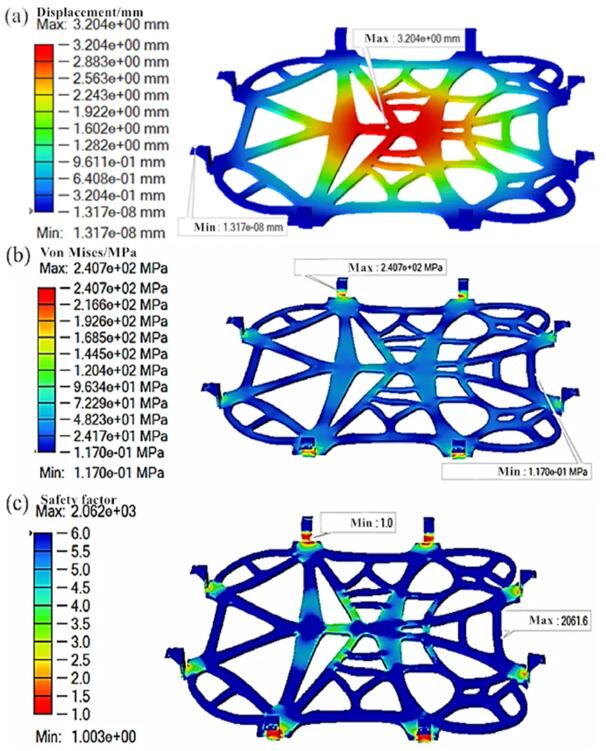 ▲电池载体的受力分析结果:(a)位移云图;(b)应力云图;(c)安全系数。
▲电池载体的受力分析结果:(a)位移云图;(b)应力云图;(c)安全系数。
l 拓扑优化模型的装配分析
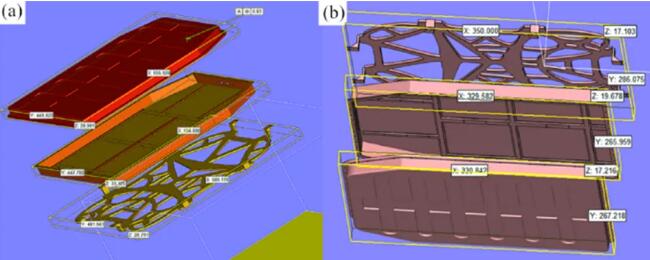
在装配过程中,首先借助 Altair Inspire 软件将几何重建模型导出为“.stp 格式”。而后,把重建模型导入 Rhino 6 软件,在其中用优化后的电池托盘支架替换原始模型的下托盘支架进行装配。在进行全面检查装配冲突后,确认各结构之间不存在冲突。固定支架能通过焊接与电池下托盘支架无缝衔接。另外,电池托盘支架可通过冲压实现批量生产。这种制造方法不但满足企业对可焊性、耐腐蚀性以及抗冲击性的要求,还契合自动化和大规模生产的需要。
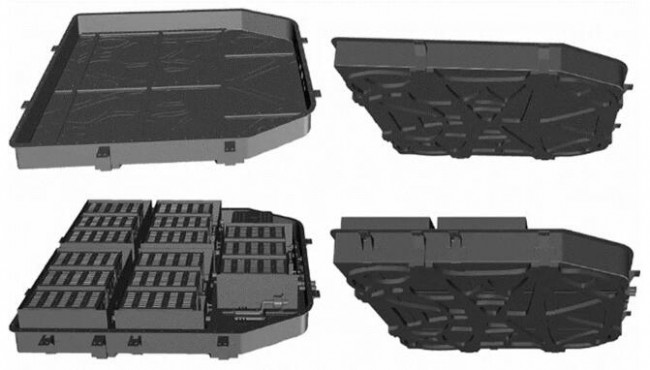 ▲电池组、托盘和支架的装配效果
▲电池组、托盘和支架的装配效果
![]() 拓扑优化模型的3D打印和装配验证
拓扑优化模型的3D打印和装配验证
l 3D打印部件的数据处理
在一定程度上讲,于零件加工里运用3D打印技术能够显著地缩减产品开发周期,并且降低相关成本。在 3D打印流程中,用于放置零件以及添加支撑的各类方法会引发各异数量的支撑和成型层厚度,这或许会对零件生产的质量与效率形成直接作用。更为关键的是,电池包系统零件最初被导入至 Materialise Magics 22 软件之中。具体而言,成型零件与基板间的角度设定为75°,用于尽可能削减特别是在上托盘、下支架和下托盘支架的内部等重要区域过度添加支撑的需求。
对下图中a、b 加以观察,可以发觉3D打印完毕后电池包托盘和支架组件的表面光亮,而且粗糙度较低。确切而言,表面未呈现显著的悬垂熔渣。此外,不存在明显的翘曲或变形缺陷。虽说在固定孔等部分区域增添了一些支撑,或许会对表面光洁度产生一定轻微影响。但仍处于可接纳范围内。其后,把成品零件自基板上拆卸下来,同时开展诸如去除支撑、抛光、打磨、去除表面毛刺以及用酒精清洁等后续处理任务来达成最终的零件模型。
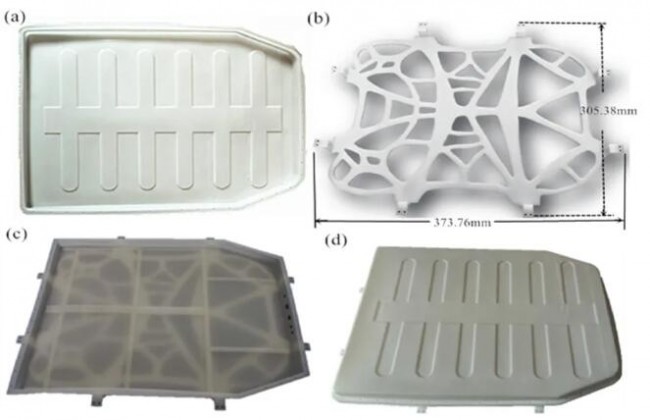 ▲3D打印电池包装分析:(a)上托盘;(b)下托盘;(c)下托盘支架;(d)整体组装效果。
▲3D打印电池包装分析:(a)上托盘;(b)下托盘;(c)下托盘支架;(d)整体组装效果。
如图中c、d 所呈现的组装完成的 3D 打印电池包托盘和支架明确显示,上述两部分彼此紧密贴合,这两部分之间不存在显著的装配矛盾。该观察结果表明,所设计零件的尺寸精确性和对齐程度符合规定要求。
![]() 结论
结论
(1)拓扑优化后的电池托盘支架最大位移为 3.20 毫米,高于拓扑优化前的情况。不过,其改善程度未达预期理想水平。最大米塞斯等效应力为 240.7 兆帕,较拓扑优化前有所升高,然而该应力在底部的分布更为均匀。最小安全系数1 满足设计要求。0.348 千克的质量相较拓扑优化前降低49.2%。拓扑优化后的电池支架最大位移同样为 3.20 毫米,低于优化前,降幅达 49.2%。
(2) 经过几何重构的电池支架结构明晰。支架下部能够借助冲压方式制造,而凸耳能够通过铣削或者冲压工艺予以生产。可运用焊接手法将支架与凸耳进行连接,以此满足大规模生产的需求。
(3) 通过3D打印的电池包托盘和支架部件能够形成具备超低粗糙度的光亮表面。换而言之,在打印表面未能观测到显著的渣块、翘曲、变形或者其他缺陷。在进行组装时,3D打印的电池包托盘和支架验证件相互之间展现出紧密对齐的状态,组件之间不存在显著的装配冲突。
为了增强新能源电动汽车电池包系统的综合性能,后续的实验至关重要。这类实验或许涵盖电池采用高性能冷却水路的3D打印、电池系统抗冲击能力的评定以及其他相关研究。这些举措旨在为优化设计及量产高性能轻量化的电池包系统筑牢根基。
文章转载自:3D科学谷