来源:中科煜宸 作者:中科煜宸 时间:2023-10-27 11:06:49 已阅:0次

在加工精度方面,水导激光技术优势显著,小编在往期文章已进行过介绍。
直达文章链接:
在加工效率方面,水导激光技术同样拥有不俗的表现。本期小编整理了一组数据,带您看水导激光加工的效率优势:
金属加工领域
轮廓切割:满足高精度、高表面质量要求,同时更加高效,可显著降低加工时间。
01
材料:铍铜合金 C17500
切割对象:5.25mm板材+Φ3直孔
最佳切割效率:80mm2/min
02
材料:4Cr13
切割对象:5.4mm板材+Φ3直孔
最佳切割效率:90mm2/min

03
材料:GH5188
切割对象:2mm板材+Φ3直孔
最佳切割效率:110mm2/min
04
材料:TC4
切割对象:3mm板材+Φ3直孔
最佳切割效率:170mm2/min
05
材料:3A21
切割对象:4mm板材+Φ3直孔
最佳切割效率:250mm2/min

微孔加工:传统的微孔加工主要采用钻孔和电火花加工,受制于金属材料的硬度和深度,加工效率低。采用水导激光加工微孔,不仅可以获得良好的孔径尺寸,还可以实现高效率加工。
以2mm板材,Φ0.5mm微孔为例,不同金属材料的加工时间见下表:

材质 | 7075 | C17500 | 4Cr13 | TC4 | GH5188 |
加工 时间 | 2s | 4s | 4s | 3s | 4s |
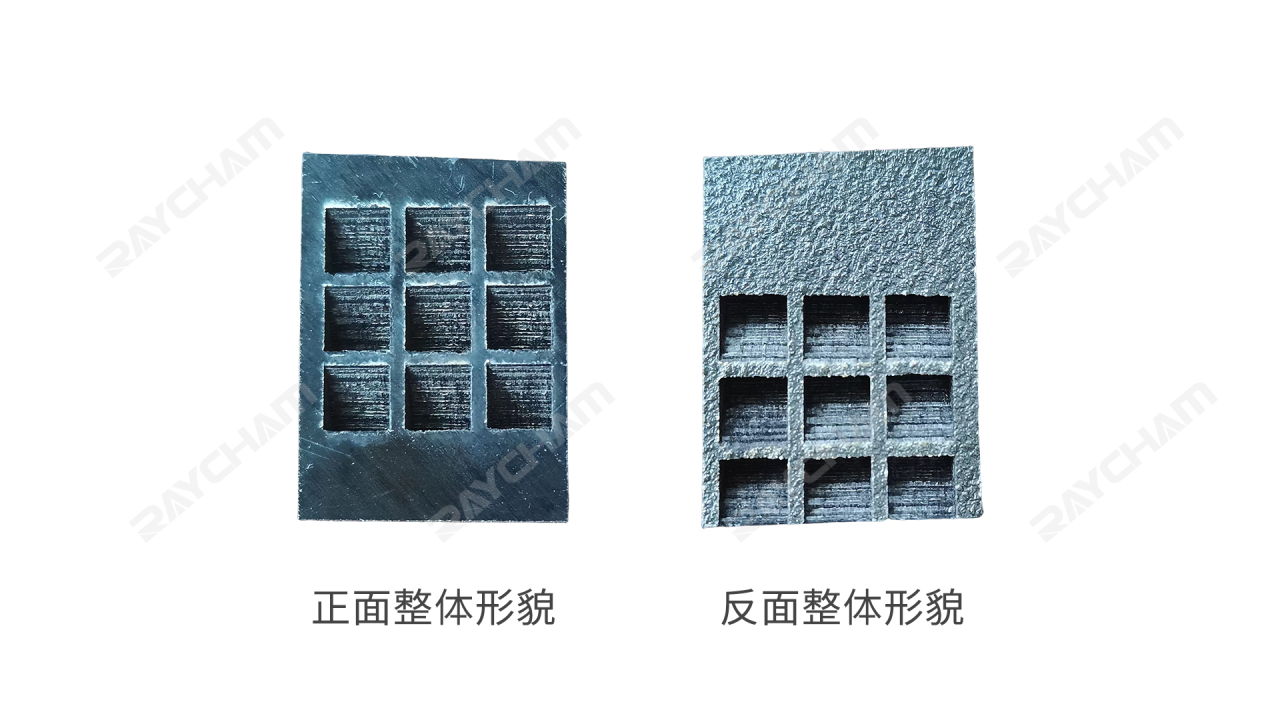
复合材料加工领域
复合材料因其特性在航空航天领域中有着广泛的应用。水导激光在复合材料加工方面展现出独有的技术优势。
芳纶复材切割加工:
材料尺寸:20x6mm,厚度5.5mm
优化切割参数,单个四方的加工时间降低至7min。
按此计算,切割效率为40mm2/min。

碳纤维复材打孔加工:
打孔尺寸:6x6mm,斜30°,厚度5.5mm
优化切割参数,单个格栅孔的加工时间降低至5min。
按此计算,切割效率为52mm2/min。
金刚石加工领域
单晶金刚石是自然界已知的最硬的材料,对金刚石的高效高质量加工一致是困扰宝石行业的技术难题。利用水导激光技术对其进行切割,切缝窄、表面无烧蚀且加工效率非常高。
单晶金刚石切割加工:
材料尺寸:8x8mm
加工效率:沿深度方向进行划片,在8分钟左右即可完成。

由此可见,水导激光技术兼顾高精度与高效率,在金属、复材、金刚石等高精密零部件加工领域拥有巨大的市场应用空间,助力生产效率再提升。